
联系人:邹先生
手机:139-2884-5156
电话:135-3442-0023
邮箱:3528738266@qq.com
地址: 广东省佛山市南海区里水镇布新工业区29号
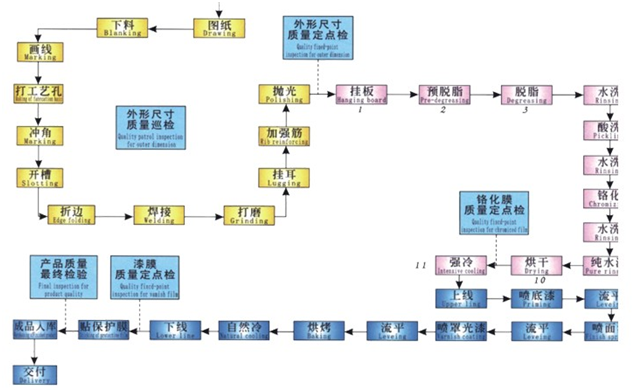
铝单板钣金工艺流程
(I). 铝单板下料
1、根据生产部任务单的材料定额领料,确认铝板的型号(1100或3003、3004、5005等)与规格是否相符。
详细理解并看懂图纸
2、三次复查铝板表面质量,不允许有锈斑、点状、坑状、脱层,不允许有拉索系统波浪和磨损通气孔,严重的敲击、划伤、弯R角后有明显裂纹等缺陷,对原材料的质量进行监督,有义务及时反映,发现问题及时向有关人员反映。严禁出现裂缝。
3、根据生产图纸的开料尺寸要求,在交到电脑桌面程序中,复核无误后剪板机在开料。
注意点:看清展开图纸的尺寸和数量,认真按剪板机编程程序操作。并在第一张铝板完成后检查成品质量是否符合要求。
(二).铝单板的冲角码孔。
1、确认工件的标识,明确材料图和产品图工艺要求,了解图纸和施工意图。
2、根据角码的起始位置和角码之间的距离,在相应的模具上调整定位,并用专用刻度工具检查两次以上。
3、在自动冲床(压力机)上冲孔,并严格按照相关规定操作。
4、冲两个相同角码的孔,其间距应根据图纸确定角码的长度。
冲孔时,孔与孔之间的距离按图纸规定的角码高度确定(必须与角码匹配,保证产品要求)。
(三).铝单板打磨。铝单板抛光
1、磨削程序:用砂轮磨------锉刀或粗砂纸磨------细砂纸磨。
2、磨削部位。(1)、焊缝;(2)、表面缺陷;(3)、马刺;(4)、刃齿。
3、磨削要求。(1)、连贯线清晰;(2)、圆角光滑一致;(3)、板边弧形边缘,无瘤痕,无齿,光滑平整,转角部位有圆弧过渡;(4)、表面未见痕迹和砂轮磨削痕迹。
(四)、。铝单板加固安装
1、加强筋安装间距根据产品图的技术要求,常规为500-600mm。
2、钢筋材料原则上采用挤压式3mm,厚度大于12硬度,采用挤压机挤压型材,并对硬化材料进行时效处理。
3、种钉间距,小于250mm,距边缘30~50mm,孔洞必须采用8×15mm的矩椰圆孔。加强肋必须安装到位。
- 上一个:幕墙铝单板的五大特点?
- 下一个:氟碳铝单板幕墙真的有那么好吗?
-
2021-01-30 22:17:29铝方通多少钱一米?
-
2022-07-13 22:36:41铝方通厂家哪家好?瑞博建材值得信赖
-
2020-12-05 11:06:08造型铝方通和弧形铝方通
-
2020-12-01 10:39:24铝方通、铝挂片、铝格栅吊顶的区别?
-
2020-12-01 10:23:59铝方通一般多少钱一米
-
2020-11-14 10:11:51吊顶铝方通安装方法


 客服1
客服1  客服2
客服2